The role of the joining process in CEM-WAVE
Using or inventing new materials requires thinking of new joining solutions. Alternatively, it requires re-assessing existing ones. Little knowledge is available on joining oxide and non-oxide composites, so the CEM-WAVE project has a prominent role in advancing the state-of-the-art
By Alessandro De Zanet (The Glance Group, Politecnico di Torino, POLITO)
Joining can be defined as the process of bonding two or more parts together. You might not know that this is a crucial part of the CEM-WAVE project, too. Daily life provides us with several examples of joining. Imagine that – tragically – the frame of your prescription glasses breaks. You need to repair it as soon as possible, what would you do?
One of your choices could be glueing the pieces together using a commercial universal polymeric adhesive, available everywhere. We call it indirect joining. Indeed, a third material, different from those composing the parts you want to bond, provides the joint. Another option would be to repair it using some metal pins. It would be an example of mechanical joining. Otherwise, if you can melt the plastic of your eyeglasses frame, that could be a further possibility. The latter is an example of direct joining because you obtain the joint through the same material of the parts.
In summary, there exist three families of joining processes: mechanical, direct and indirect joining. Even if, in our example, the aim was to fix a pair of broken glasses, it gives us a good idea of how crucial joints are in manufacturing. Many industrial components are assembled by connecting different parts, and often it is necessary to join dissimilar materials such as metals and ceramics.
The steelmaking industry builds radiant tube furnaces by joining tube sections together through welding and flanges. Industrial radiant tubes are of impressively large dimensions, and they require assembling on-site to increase efficiency in transportation and attain the appropriate geometry for optimal thermal exchange. Today, superalloys and stainless steel are the preferred materials for radiant tubes.

CEM-WAVE proposes game-changing materials that have the potential to replace standard materials in energy-intensive industries, like steelmaking. Such materials could work at higher temperatures, increasing processing efficiency and extending the life of the components. New materials employed in new applications require developing and evaluating new joining processes. Indeed, the joining process is strongly application-oriented and needs tailoring to meet the requirements.
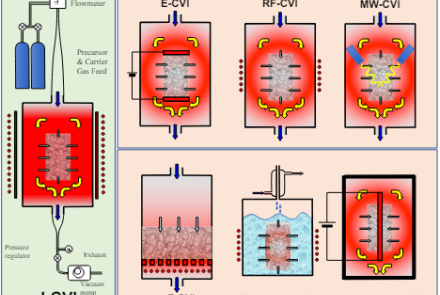
There is a strong interest worldwide in joining non-oxide composites, as testified by the numerous articles available on the topic, especially concerning the manufacturing of SiC/SiC accident-tolerant claddings for nuclear applications. Oxide composites have, to date, attracted less attention. Both the oxide and non-oxide composites manufactured by the CEM-WAVE consortium exploit microwave-assisted CVI, so this project has the potential to provide a valuable contribution not only to Ceramic Matrix Composites (CMCs) making but also to CMCs joining.
These materials must face a challenging and harsh environment, where the temperature is high and corrosive agents are present. Usually, the area where two materials join is considered a weaker part of the component. It tends to have different properties compared to the surrounding material, even if the material is the same, as it occurs in welding processes. Furthermore, temperature makes everything more complex. For this reason, it is necessary to carry out intensive and accurate work on the selection of the joining process and the characterization of the joined materials.
The high melting temperature of ceramic materials makes it almost impossible to directly join them because of the high temperature and pressure required by the process. It is also challenging to assembly them mechanically because of their hardness and brittleness. Additionally, this strategy would not assure tightness. Therefore, indirect joining is the most viable approach applied to date.
It is of paramount importance to provide a good interface between the joining material and the parts. The adhesive must assure good adhesion on the surface. Adhesion depends on the wettability of the to-be-joined material and the surface properties, such as its roughness, texture geometry, the exposed chemical groups, and the presence of contaminants.
A property not to neglect when selecting the joining material is the Coefficient of Thermal Expansion (CTE). This property is relevant since it describes the material attitude to expand as a function of the temperature. It is undesirable to join materials with a big difference in value, as their different behaviour might result in the detachment of the joined pieces, with the consequent failure of the joint.
Whenever the joint is not good enough, the component surface can be adjusted by modifying its roughness or inducing a well-defined texture. Such a procedure makes it possible to enhance the mechanical interlocking between the adhesive and the substrate, improving the performance of the joint.
Further mechanical characterization is needed to assess if the joining has been successful or not. This step provides relevant information on how much stress the joined component will withstand before failing. Its mechanical properties depend on the temperature, and they tend to decrease as the materials heat up. CEM-WAVE joined components will be assessed at in-service temperature to validate the quality of joining.
The coming months will be challenging for the CEM-WAVE project because of the extreme manufacturing conditions it addresses. The joining process will be tailored to the manufactured materials to meet all the requirements imposed by the target applications.
Continue to follow our news and our LinkedIN and Twitter accounts, and keep up to date on the next steps of this daring journey towards joining a new generation of CMCs!